
“七大手法”主要是指企业质量管理中常用的质量管理工具,有“老七种”和“新七种”之分。“老七种”有分层法、调查表、排列法、因果图、直方图、控制图和相关图,新的QC七种工具分别是系统图、关联图、亲和图、矩阵图、箭条图、PDPC法以及矩阵数据分析法等。本期带大家回顾一下 “老七种” ,下一期带大家介绍“新七种”

新/旧QC-7手法区别
何为QC七手法:
QC七手法又称为QC七工具,一般指旧QC七手法,即层别法、检查表、柏拉图、因果图、管制图、散布图和直方图。是质量管理及改善运用的有效工具.
QC手法的适用范围:
QC手法的用途非常广泛,可以用于企业管理的方方面面(包括计划管控、员工思想意识行为管理、质量管控、成本管控、交期管控、士气管理、环境管理、安全管理、效率管理、绩效考核、日常管理等等),但主要用于品质管理及改善。
七大手法口诀:
因果追原因、检查集数据、柏拉抓重点、直方显分布、散布看相关、管制找异常、层别作解析
因果图(特性要因图、石川图、鱼骨图):
定义:
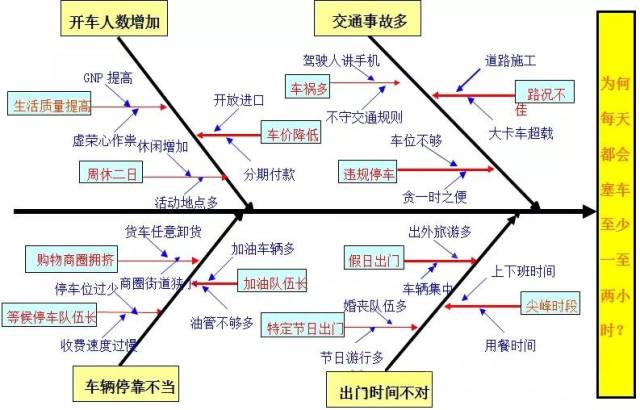
当一个问题的特性(结果)受到一些要因(原因)影响时,将这些要因加以整理,成为有相互关系且有条理的图形,这个图形就称为特性要因图,又叫鱼骨图(Fish-Bone Diagram)。
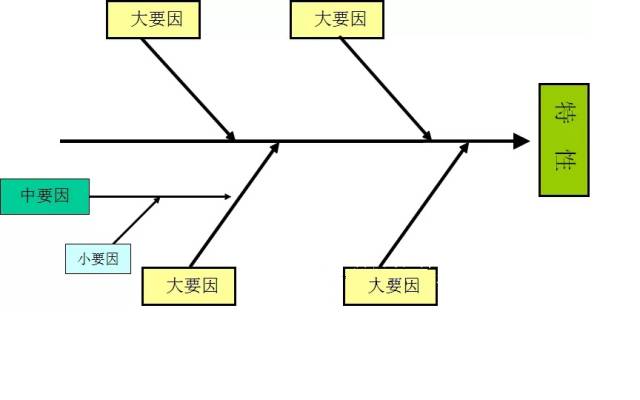
鱼骨图
用途说明:
1.整理问题。
2.追查真正的原因。
3.寻找对策。
制作步骤:1. 决定问题或品质的特性
——特性的选择不能使用看起来很抽象或含混不清的主题。
2. 决定大要因
——须是简单的完整句,且具有某些程度或是方向性。
3. 决定中小要因。
4. 决定影响问题点的主要原因。
5. 填上制作目的、日期及制作者等资料。
应注意事项:
1.脑力激荡。
2.以事实为依据。
3.无因果关系者,予以剔除,不予分类。
4.多加利用过去收集的资料。
5.重点放在解决问题上,并依结果提出对策,依5W2H原则执行。
6.依据特性别,分别制作不同的特性要因图。7. a.大要因通常代表是一个具体方向。 b.中要因通常代表的是一个概念、想法。 c.小要因通常代表的是具体事件。8.至少要有4根大骨、3根中骨及2根小骨,且这些要因都不能重复。
柏拉图
定义:
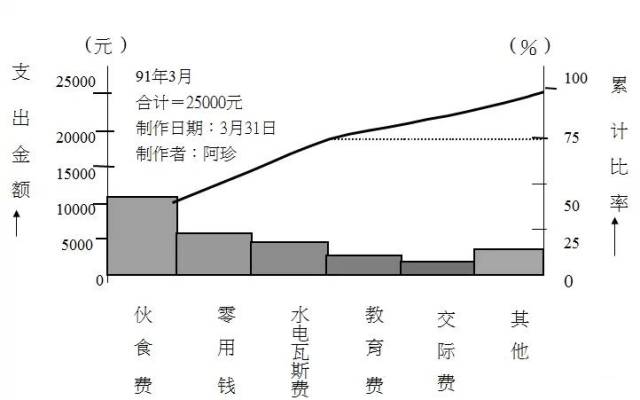
又称重点管理图,根据所收集的数据,以不同区分标准加以整理、分类,计算出各分类项目所占的比例而按照大小顺序排列,再加上累积值的图形。
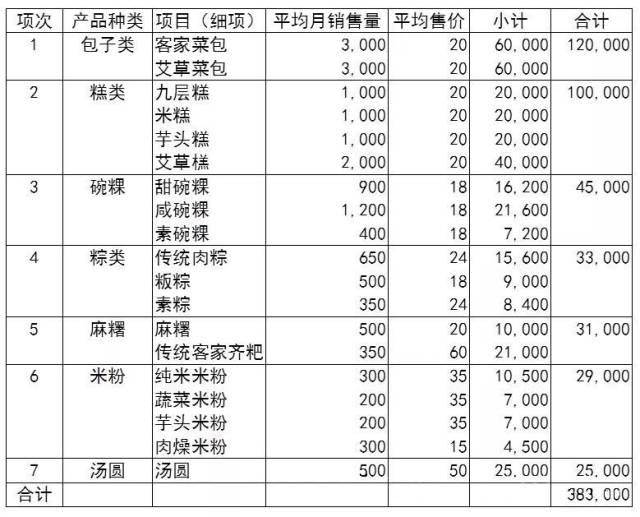
制作步骤:
举例:
用途说明:
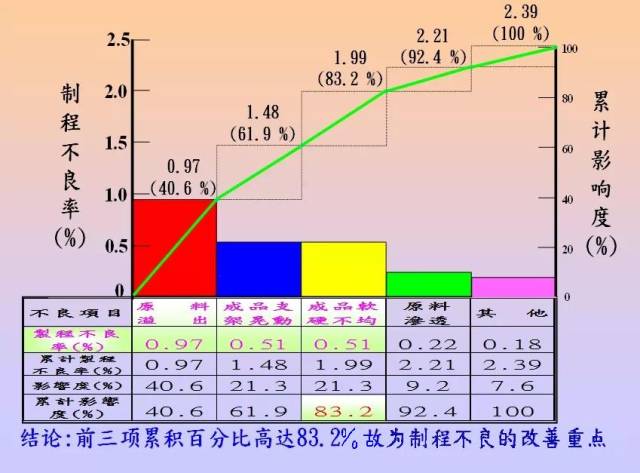
1.掌握问题点。
2.掌握重要要因。
3.确认改善效果。
改善效果之确认:
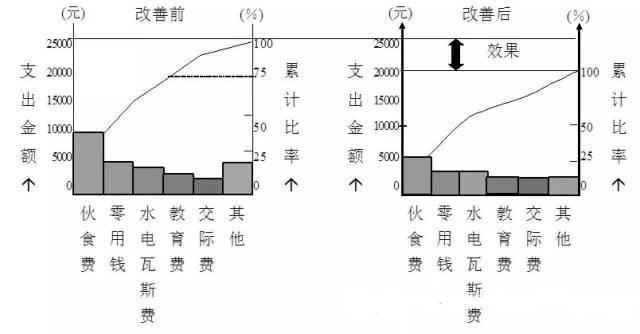
效果确认的柏拉图制作要诀:
数据及检查表─数据
定义:
所谓数据,就是根据测量所得到的数值和资料等事实。
——数据=事实。
收集重点:
1.收集正确的数据。
2.避免主观的判断。
3.要把握事实真相。
——取样方法。
——测定方法与设备。
整理时应注意事项:
数据的种类:
1. 定量数据
2. 定性数据
如衣服的美感等以优先顺序、等级为依据的数据。
数据及检查表─检查表
定义:
以简单的数据、用容易了解的方式做成图形或表格。表中记有检查的必要项目,只要记上检查记号,并加以统计整理,就可做为进一步分析或核对检查之用。
类别:
范例:记录用查检表
用途说明:
1.日常管理。
2.收集数据。
3.改善管理。
制作步骤:
1.决定所要收集的数据及希望把握的项目。
2.决定查检表的格式。
3.决定记录形式。
4.决定收集数据的方法。
使用要诀:
注意事项:
1.表中不可有「其他」项目栏。
2.查检表应有层别项目。
层别法
定义:
对观察到的现象或所收集到的数据,按照它们共同的特征加以分类、统计的一种分析方法。是容易观察,有效掌握事实的最有效、最简单的方法。
用途说明:
1.发现问题,界定问题。
2.发掘问题的要因。
3.验证要因产生的影响。
层别的对象和项目:
1.有关人的层别。
2.机械设备的层别。
3.作业方法、条件的层别。
4.时间的层别。
5.原材料零件别。
6.测量检查的层别。
7.环境天候的层别。
8.制品的层别。
使用步骤:
注意重点:
1.收集数据之前就应使用层别法。
2.QC手法的运用应该特别注意层别法的使用。
3.管理工作上也应该活用层别法。
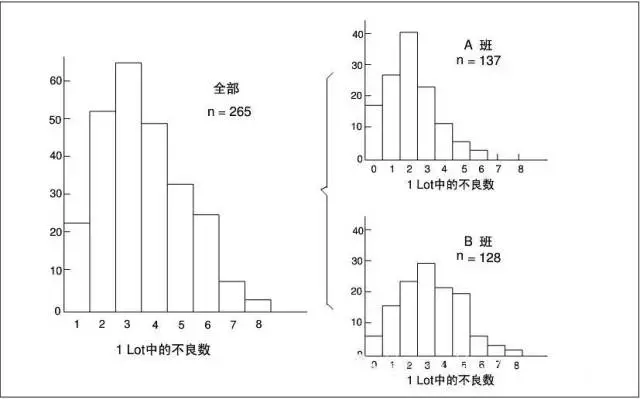
范例:Lot中不良层别
散布图
定义:
把互相有关联的对应数据,在方格纸上以纵轴表示结果,以横轴表示原因;然后用点表示出分布形态,根据分布的形态来判断对应数据之间的相互关系。
用途说明:
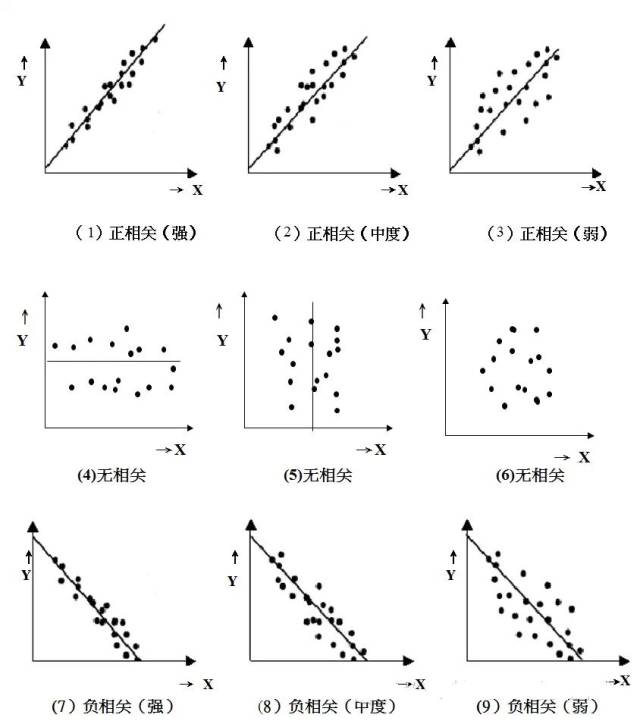
1.检定两变数间的相关性。
2.从特性要求寻找最适要因。
3.从要因预估特性水准。
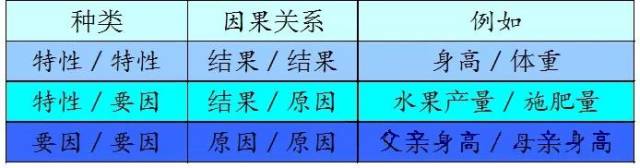
成对数据的对应关系:
目的:
制作步骤:
范例:身高与体重散布图
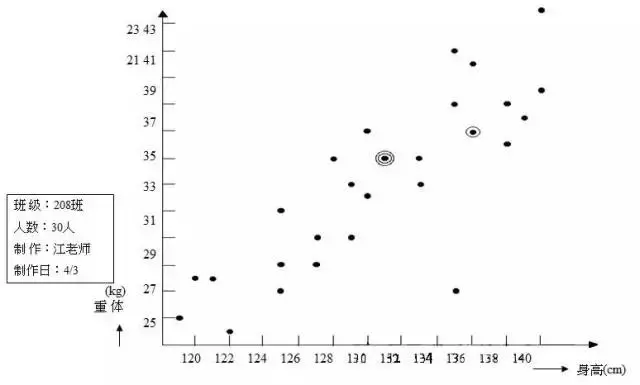
判读:
直方图
定义:
将所收集的数据、特性值或结果值,在横轴上适当地区分成几个相等区间,并将各区间内测定值所出现的次数累加起来,用柱形画出的图形。
使用目的:
1.测知制程能力。
2.测知数据的真伪。
3.测知分配型态。
4.计算产品不良率。
5.调查是否混入两个以上的不同群体。
6.藉以制定规格界限。
7.规格与标准值比较。
8.设计管制界限是否可用于制程管制。
9.求分配的平均值与标准差。
制作步骤:
1.收集数据并且记录在纸上。
2.找出全体数据中之最大值(L)与最小值(S)
3.定全距(R)=最大值(L)-最小值(S)
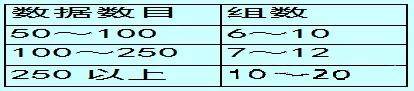
4. 决定组数
——史特吉斯公式组数:K=1+3.32log n
n=数据个数
——组数决定参考表(经验法则)
5. 定组距(H)=R/K=全距/组数
6. 求各组上、下组界
——第一组下组界=最小值-最小测定值/2
——第一组上组界=下组界+组距
(以此类推)
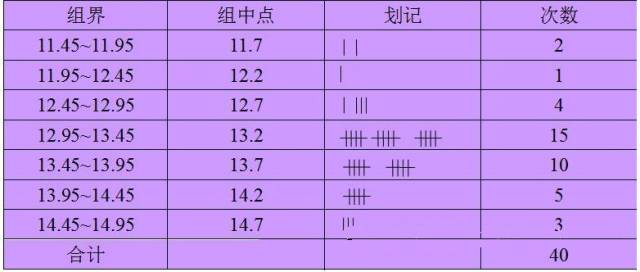
7. 决定组的中心点。
——(上组界+下组界)/2=组的中心点
8. 制作次数分配表。
9. 制作直方图。
10. 填上主题、规格、平均值、数据来源、日期等数据。
次数分配表:
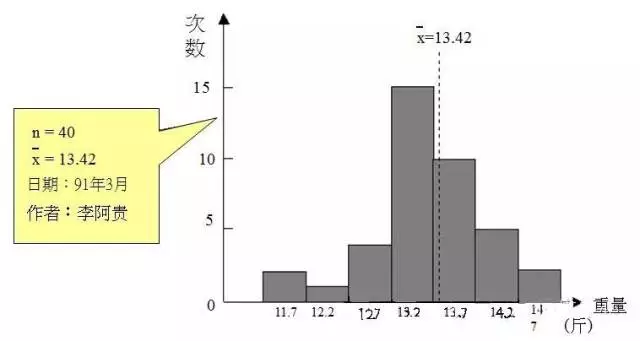
范例:西瓜重量直方图
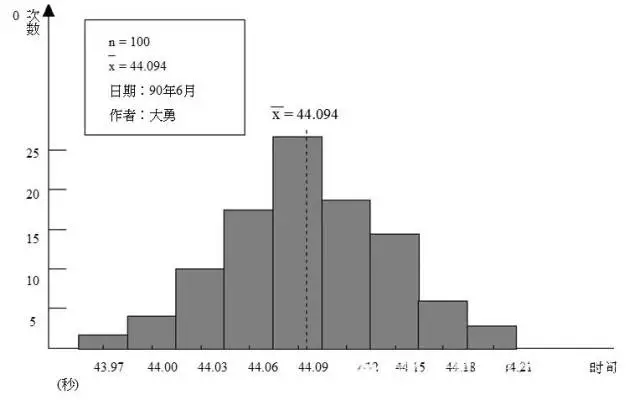
范例:小勇跑步所需时间直方图
注意事项:
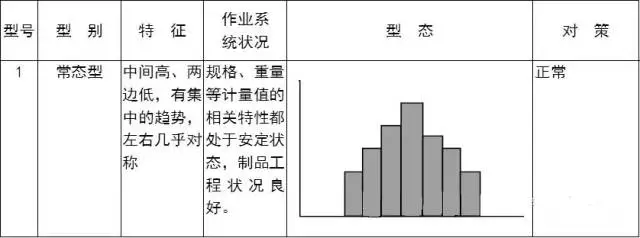
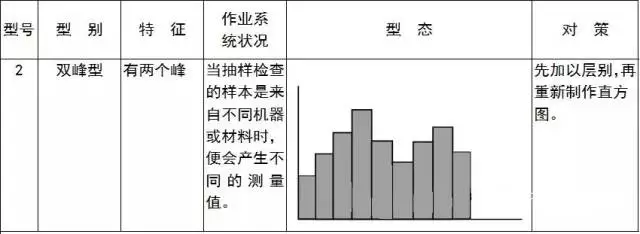
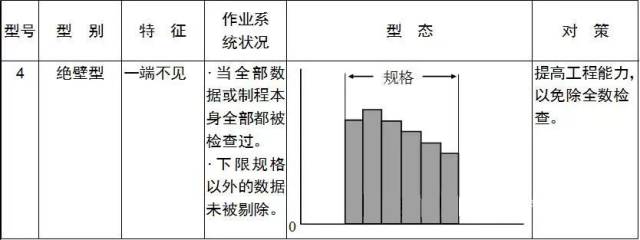
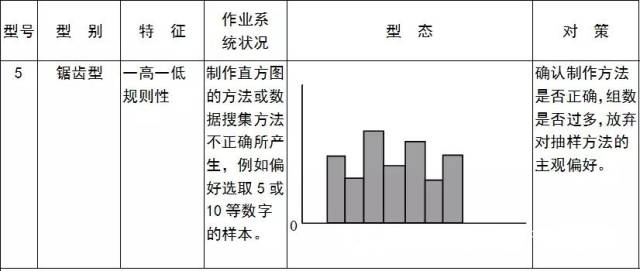
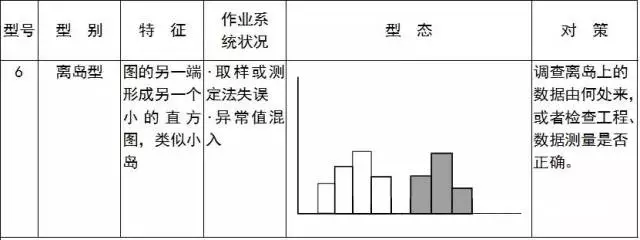
型态、形成原因与对策:
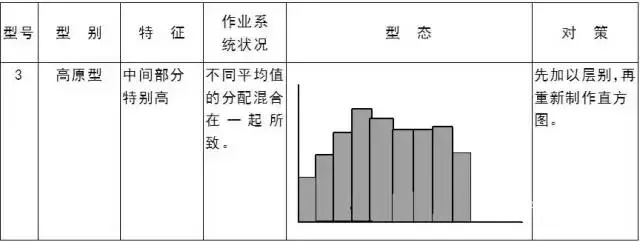
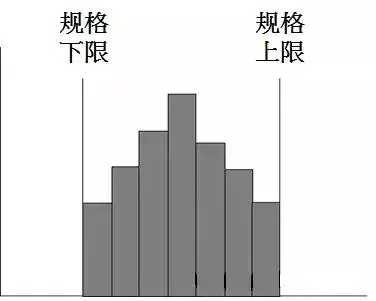
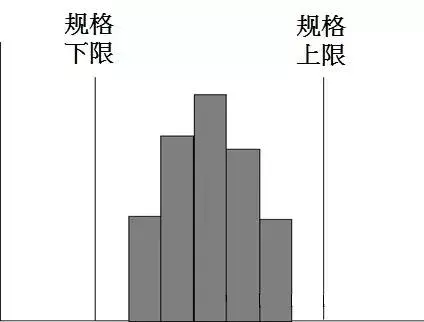
分布型态与目标规格比较:
1.图形是否分布中央?
2.规格外比率有多少?
3.平均值是否在规格正中央?
制程能力还可以,但产品质量稍有变动即会产生不良品,有提高制程能力的必要。
制程能力足够,产品质量分散宽度完全在规格界限内。
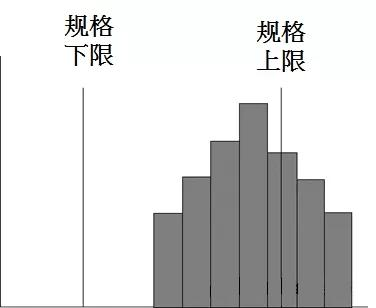
制程能力不足,因为中心值偏右,如能将中心值调整至规格中心处,则刚好可以符合规格。
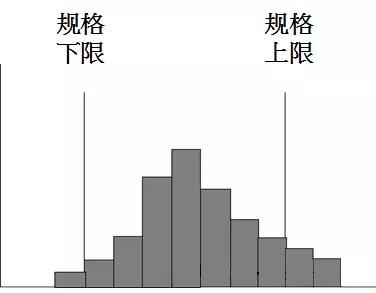
——制程的分散宽度过大,此时须改善制程或检讨规格,而已生产的产品须全选别。
统 计 图
定义:
用途说明:
必须具备的条件:
1.要具有看一眼就能完全了解整体状况。
2.绘制上力求简单明了。
3.让看的人易于了解与分析。
4.图表的尺度、点、线应力求正确。
5.能从中了解问题的核心。
制作步骤:
1.确定统计图分析目的。
2.选择统计图种类。
3.决定图形的大小。
4.绘制统计图的轴、圆、刻度等必要骨架。
5.依收集数据统计后绘图。
6. 记入必要事项
——统计图名称
——关于数据搜集期间、样本数等
——必要说明事项
——制作者
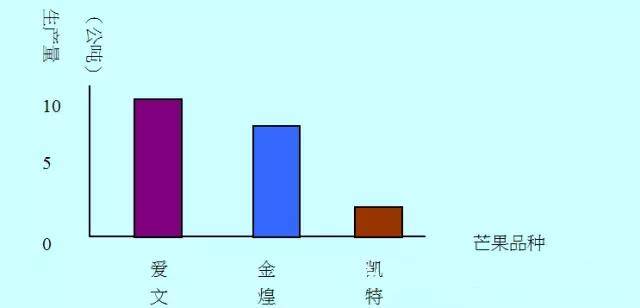
棒状图(Bar chart)
——也称作柱形图,是由若干等宽的长柱平行排列而成,柱形的长短表示数值的大小,将这些数值并列以便比较。制作上一般以纵轴为次数,横轴为层别项目。项目多时可密接,项目不多时可适中分开。
范例:芒果品种数量棒状图
绘制棒状图时应注意事项:
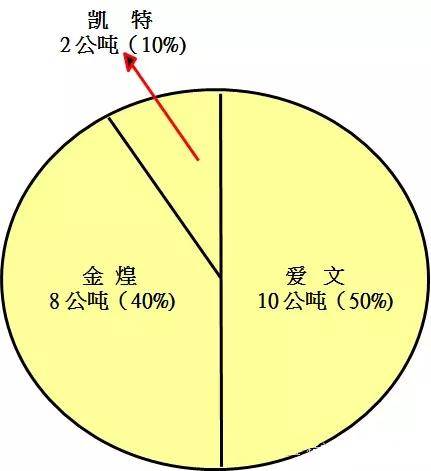
饼图(Pie chart)
——先计算出各数值所占全体总值的百分比,再依其比例画成一圆形。读图时容易由直觉来发现层别项目的比例,适合用于强调组成比例的场合。
范例:各品种芒果产量饼图
绘制饼图时注意事项:
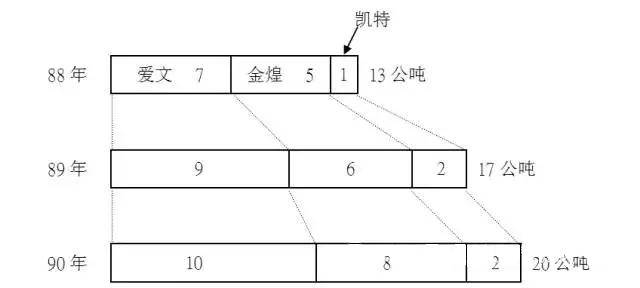
带状图
——带状图是按各项目的结构比率,分割带状(长方形)的面而成。带状图综合棒状图与饼图的优点,可同时显现比例与数值的图形;若配上时间亦可显示时间的变化。
范例:近三年来各品种芒果产量
推移图(Run chart)
——也称为折线图或历史线图。推移图的纵轴代表统计事项数值,横轴代表时间。将一连串依时间顺序排序的数据点在图中,再以线连接起来就成了推移图。推移图可以用来观察时间推移时数据变化,以及变动的趋势和变化的速度。
范例:火旺家今年度电力使用推移图

绘制推移图时应注意事项:
检验对策效果的推移图:
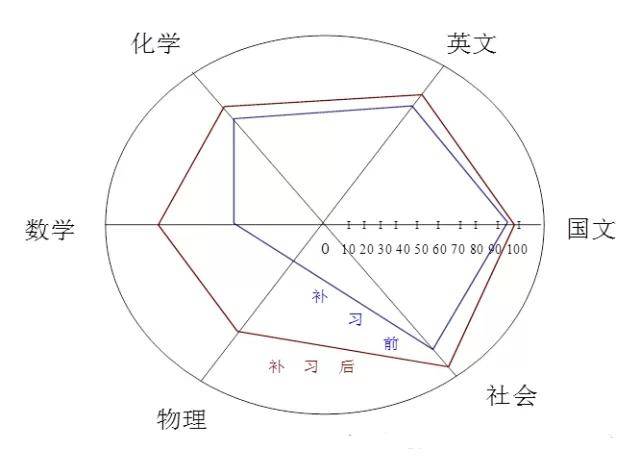
雷达图(Radar chart)
——雷达图可以将所有层别项目同时表现于一图上,容易发现多项目间的平衡性及平衡性不佳的状况。
范例:阿明补习前后成绩变化雷达图
管制图(Control chart)
——将实际的质量特性,与根据过去经验所建立的制程能力的管制界限比较,按时间的先后或制品全体号码的次序,以判别产品质量是否安定的一种图形。
管制图的功用:
1. 任何生产过程中,影响质量差异的原因不外是机遇原因与非机遇原因两种。
——机遇原因:不可避免的原因
——非机遇原因:可避免的原因
2. 防止非机遇原因再度发生,维持制程稳定。
依数据的性质分类:
1. 计量值管制图
——用来测量长度、重量、面积、温度、时间等计量值的管制图。
2. 计数值管制图
——用来计算不良数、缺点数等计数值的管制图。
依用途来分类:
1. 解析用管制图
——为了调查制程是否处于统计管制的状态。
2. 管制用管制图
——为了保持完善管理的制程。
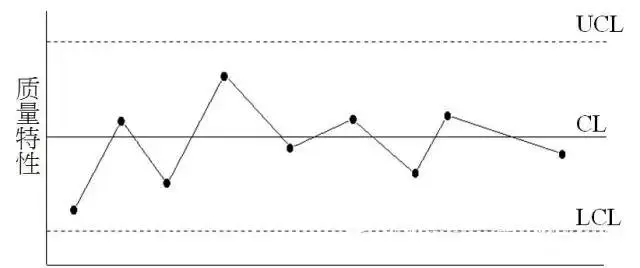
管制图的分析:
1. 管制状态下的管制图
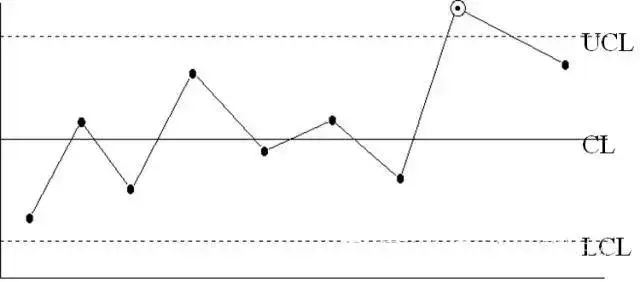
2. 数据点超出管制界限时
3. 点在中心线的单侧连续出现7个以上时
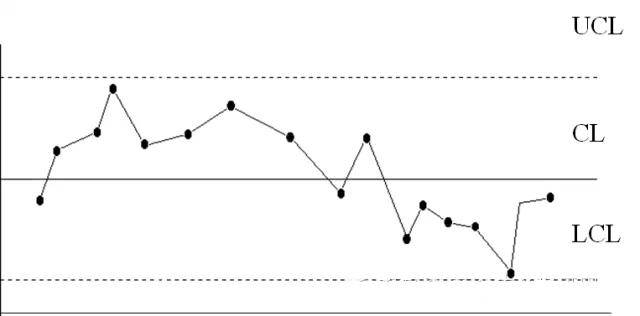
4. 点连续上升或下降的倾向

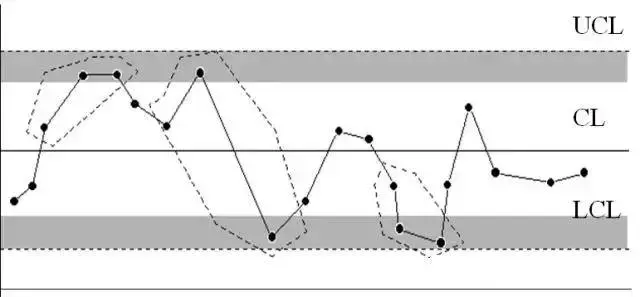
5. 连续3点中有2点、7点中有3点、10点中有4点出现在管制界限三分之一处。
制作统计图注意事项:
1.目的明确。
2.确定数据来源、范围与充分性。
3.层别项目检讨。
4.两种以上统计图并列活用。
5.绘图须考虑原来目的。